Технологии для быта: как правильно заточить цепь пилы

Бензопила, как и любой другой достаточно сложный инструмент, требует регулярного ухода и обслуживания. Каждая деталь механизма имеет определённый срок службы, по истечению которого необходимо сделать замену или провести профилактическую работу. Основную нагрузку износа в бензопиле принимает цепь, поэтому важно регулярно проверять этот компонент, ведь дефектная или тупая, она будет мешать нормальной работе, на распилку придётся тратить больше усилий и времени.
Угол заточки цепи бензопилы: на что влияет
Для придания оптимальных режущих характеристик пиле, лезвиям придают определённый угол. Задний наклон спинки зуба (верхнее лезвие) определяет характер врезания лезвия в материал (древесину) и образование канавки, сужающаяся назад лопатка или торцевое лезвие обрезает волокна сбоку, кромка торцевого лезвия – это передний наклон. Углы заточки определяют уровень режущей способности зубьев и влияют на производительность инструмента, поэтому важно соблюдать предписанные значения.
Внимание! Наклон заточки верхнего лезвия лежит в диапазоне от 50 до 60 градусов, торцевого – от 60 до 85 градусов.
Выбор подходящего угла заточки для разной древесины
Угол рекомендуется изменять, исходя из условий применения. Основным правилом здесь является:
- При распиле мягкой и непромёрзлой древесины нужен большой наклон, и чем он выше, тем выше производительность;
- При распиле твёрдой древесины или промёрзлой необходимо уменьшить наклон. Ход пилы при этом будет более плавный с меньшим уровнем вибрации.
Затачивать зубья следует регулярно, чем чаще это делать, тем меньше металла придётся снимать в процессе заточки, соответственно, ресурс режущей детали не будет снижаться слишком быстро. Определить момент необходимости заточки несложно – необходимо обратить внимание на усилие подачи. Хорошо заточенная пила не требует больших усилий при нажатии, чтобы втянуться в рез. Когда зубья затупились, усилие подачи увеличивается, кроме того, стружка из среза становится мелкой.
Работать инструментом с затупленным инструментом, а также дефектной, не рекомендуется, поскольку результаты резанья будут низкими, нагрузка высокая, производительность сильно снижается, расход топлива наоборот – повышается. При этом износ деталей и узлов бензопилы при таком режиме работы максимально высокий.

Угол заточки для продольного пиления
Цепь для продольного пиления подбирается под конкретную модель бензопилы, поскольку конфигурация зависит от ряда характеристик, включая мощность инструмента. Шаг расположения зубьев или режущих пластин рекомендуется 0,325″, что обеспечивает высокую стабильность. Толщина режущей кромки 1,3 миллиметра
Продольное пиление предполагает большее сопротивление древесины, поэтому кромку следует делать острой, от 6 до 12 градусов. Это гарантирует максимально ровный распил и минимальный уровень вибрации инструмента.
При работе с продольным пилением заточка зубьев должна производиться гораздо чаще, внимание к углу наклона. Если он будет слишком малым, то зубья быстро выкрашиваются в процессе работы. Особенно это актуально для материалов из легированной стали.
Для поперечного пиления
Для поперечного пиления угол атаки режущих звеньев составляет от 25 до 35 градусов. Многие пользователи не считают важным тратить время на изменение подбор соответствующей цепи, и ведут поперечные резы и продольные с одними параметрами. Иногда это обусловлено тем, что для поперечного пиления цепи продаются реже, поскольку менее востребованы вследствие повсеместного использования специальных станков и мини-пилорам.
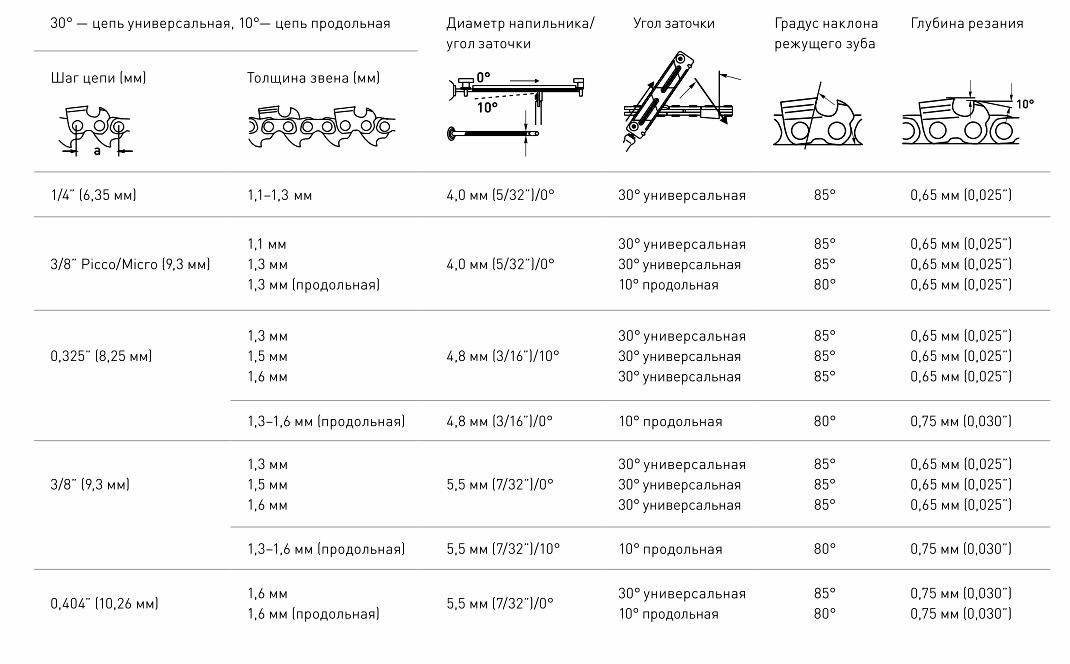
Таблица углов заточки цепи бензопилы
Определение угла заточки цепи
Определение осуществляется измерением угла между линией, которая перпендикулярна к направляющей пильной цепи и верхней режущей кромкой зубьев. Вручную делать это сложно, поэтому для этого используются специальные шаблоны. С помощью такого шаблона можно выставить оптимальный наклон зубьев. Особенно актуально применение шаблона при определении заднего угла верхней кромки.
В заключение стоит отметить, что от подбора подходящей цепи и правильной её заточки зависит как качество пиления и производительность работ, так и долговечность оборудования.







